SMART LOGISTICS: AN UNPRECEDENTED SUPPLY CHAIN
In the pursuit of a more efficient and sustainable industry, smart logistics has become a key component in transforming operations management and the supply chain. In the Finvalia project, led by FINSA and involving VALES, COUCEIRO, and FORESA, we cover everything from storage optimization to advanced automation of logistics processes, promising a revolution in the sector.
Challenges in internal and external logistics
The project addresses critical internal and external issues that affect the ability to meet service commitments: misplaced packages, unavailability of forklifts, and poor scheduling of time slots at loading docks. These inefficiencies directly impact delivery punctuality and customer satisfaction. Externally, factors such as truck breakdowns and accidents further complicate logistics. The lack of accurate and reliable data on these incidents hinders the implementation of effective solutions and informed decision-making.
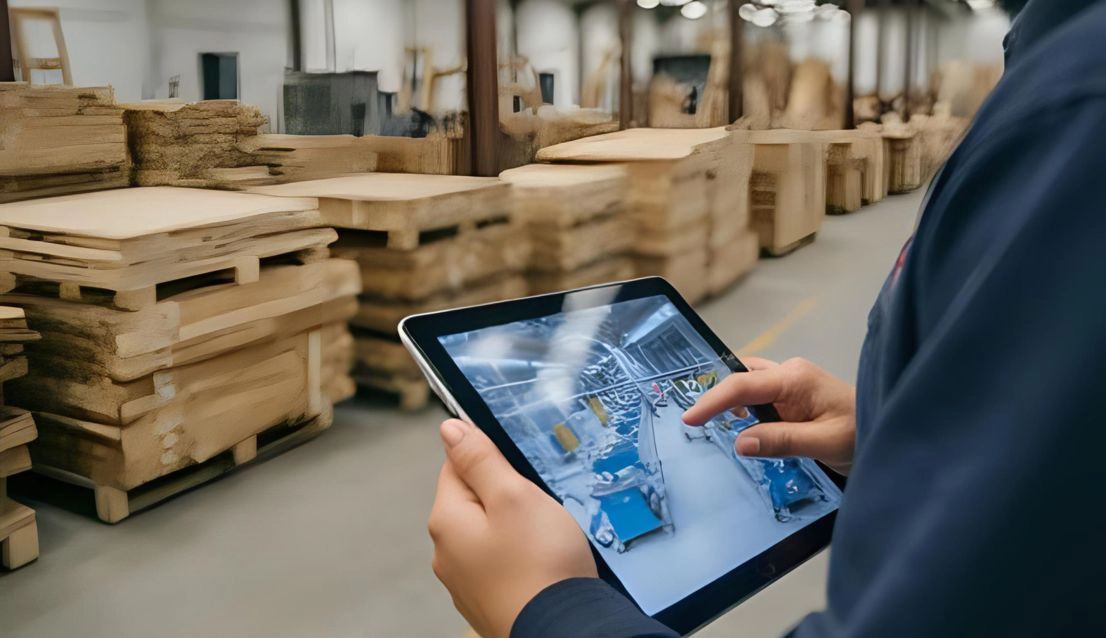
Innovations in warehouse Management
To improve efficiency in warehouse management, the project proposes the implementation of intelligent package position control systems through forklift sensorization and the use of RFID technologies. This will allow real-time tracking of package locations and optimization of inventory management.
Additionally, a global warehouse management platform will be developed to integrate all relevant data, facilitating centralized and accurate supervision of logistics operations. This will include an intelligent fleet management system that optimizes forklift routes and tasks through advanced algorithms and artificial intelligence.
Automation and stock control in chemical plants
FORESA, in collaboration with FINSA, will develop an intelligent stock management system in its chemical plant. The implementation of advanced sensors will allow real-time inventory monitoring, significantly improving operational efficiency and ensuring regulatory compliance. Additionally, the entry and exit scales for chemical products will be automated, reducing errors and increasing safety.
Optimization of production and supply chain
The project also focuses on the efficient planning and sequencing of production in factories with multiple production lines. Intelligent systems that automate these tasks will be researched and developed, using machine learning algorithms and optimization techniques. This will enable better resource allocation and a reduction in operational costs. Furthermore, a control and traceability system based on RFID technologies will be implemented to ensure product tracking from origin to final delivery. This will not only guarantee product quality but also improve process efficiency and reduce associated costs.